


Die Säge gehört zu den ältesten und bedeutsamsten technischen Erfindungen der Menschheit. Doch speziell bei Sägeblättern für eine motormaschinelle Anwendung, und besonders solchen für Kreissägen, gibt es bis heute deutliche konstruktive und somit qualitative Unterschiede.
Materialien unterschiedlicher Art lassen sich auf vielfältige Weise durchtrennen. Eine der ältesten und gleichsam bis heute vielfältigsten Methoden ist das spanende Trennen mit Hilfe einer Säge, respektive eines Sägeblattes. Durch die zahlreichen Möglichkeiten der Ausgestaltung solcher Bauteile stellen sie die wichtigsten Zubehörteile für verschiedene darauf aufbauenden Werkzeuge dar. Aufgrund der Austauschbarkeit der Sägeblätter, die insbesondere bei motorisierten Sägen oft gegeben ist, sind sie vielseitig anwendbar. Somit gibt es nur sehr wenige Materialien, die sich nicht zersägen lassen.
Dadurch finden Sägen aller Art äußerst breite Anwendung auf dem gesamten Globus und vom Heimwerkerbereich bis in die Industrie. Allerdings ist Sägeblatt nicht gleich Sägeblatt. Es existieren zahlreiche Unterschiede, die allesamt in hohem Maß für die Qualität mitverantwortlich sind.
Daraus folgt die Tatsache, dass es eine breite Spanne gibt zwischen Qualitätsprodukten und solchen, die nur einen niedrigen Preis für sich ins Feld führen können. Das gilt besonders bei den preislich eher kostspieligen und produktionstechnisch herausfordernden Kreissägeblättern. Doch wo verläuft die Trennlinie und wie lässt sie sich erkennen?
Sägeblätter: Ein Überblick
Was ist ein Sägeblatt? Selbst wenn es in der Natur einige Tierarten gibt, deren Körper theoretisch als Vorbild taugen könnte, wie etwa der Sägerochen, so lässt sich jedoch feststellen, dass die technische Säge eine ganz und gar menschliche Erfindung ist. Mutmaßlich dienten entsprechend gezackte Feuersteine unseren Vorfahren als erstes Werkzeug dieser Art. Über die Jahrtausende hat sich daraus ein Werkzeug entwickelt, das heute durch und durch technisiert ist und von dem es verschiedene Arten gibt.
Grundsätzlich arbeiten die meisten Sägen nach modernem Verständnis mit dem Prinzip der geometrisch bestimmten Schneide. Das heißt, es gibt definierte, feststehende Zähne mit einer ebenso definierten Schneidfläche. Jeder ins Material eindringende Zahn sorgt an seiner Schneide für eine Spanabhebung. Nach und nach entsteht so eine tiefer werdende Nut oder Schnittfuge.
Bis auf wenige Ausnahmen, deren prominentester Vertreter die Drahtsäge ist, arbeiten alle Sägeblätter gleichermaßen nach diesem Prinzip. Doch, obwohl das Grundprinzip immer gleich ist, so unterscheiden sich Sägeblätter dennoch erheblich voneinander. Der erste Unterschied besteht in der Bewegung:
- Kontinuierliche Bewegung:
Hierbei bewegt sich das Sägeblatt im Betrieb immer nur in eine Richtung. Der wohl bekannteste Vertreter hierfür ist das bereits erwähnte Kreissägeblatt, das durch seinen Antrieb grundsätzlich nur in eine Richtung dreht. Es ist deswegen so bekannt, weil es außerordentlich vielfältig ist. So unterscheidet man zwischen Kreissägeblättern je nach Werkstoff sowie nach Blattart beziehungsweise Sägetyp. Noch dazu gibt es sie in verschiedenen Durchmessern.Außerdem gehören zu den Kreissägen die Bandsägen, selbst wenn sie in Schnittrichtung linear aufgebaut sind. Weitere bedeutende Vertreter sind Sägeketten, wie sie vor allem in Motorsägen und den Sägen von Holzvollerntern genutzt werden. - Reziproke Bewegung:
Hierbei arbeitet die Säge in einer Hin- und Her-Bewegung. Hierunter fallen sämtliche manuellen Sägen. Allerdings arbeiten überdies motorisierte Stich- und Gattersägen nach diesem Prinzip. Es kommt immer dann zum Einsatz, wenn die Schneide keine kontinuierlich-geschlossene Oberfläche aufweist.
Innerhalb dieser grundsätzlichen Aufteilung unterscheiden sich alle Sägen außerdem nach der Bewegungsrichtung, in der die Spanabhebung erfolgt.
- Sägen auf Stoß: Der Schnitt erfolgt, wenn sich das Sägeblatt vom Bediener oder Werkzeug wegbewegt. Äußerst weitverbreitet bei Handsägen westlicher Bauart.Vorteil: Das Sägeblatt ist dicker und somit stabiler, muss es durch die drückende Krafteinwirkung allerdings auch sein.
Nachteil: Die Schnittfuge wird breiter als unbedingt nötig.
- Sägen auf Zug: Der Schnitt erfolgt, wenn sich das Sägeblatt zum Bediener oder Werkzeug hinbewegt. Praktisch alle motorisierten Sägen arbeiten nach diesem Prinzip, damit sich das Werkzeug nicht vom Schnittgut wegdrückt. Bei manuellen Sägen sind hier vor allem die sogenannte Japansägen zu nennen.Vorteil: Das Sägeblatt und somit die Schnittfuge können dünn gehalten werden.
Nachteil: Die seitliche Stabilität des Sägeblattes ist durch die geringe Materialstärke begrenzt. Insbesondere reziprok arbeitende Handsägen benötigen beim erneuten Hineindrücken in das Schnittgut viel Gefühl.
- Beidseitiges Sägen: Der Schnitt erfolgt sowohl auf Druck als auch auf Zug. Wird vornehmlich bei Handsägen genutzt, speziell bei für zwei Bediener ausgelegten Forst- oder Trumm- beziehungsweise Schrotsägen sowie Metall- und ähnlichen Feinsägen. Allerdings finden sich auch Stich- und Säbelsägeblätter für entsprechend angetriebene Sägen mit dieser Arbeitsweise.Vorteil: Es ist ein hohes manuelles Arbeitstempo möglich.
Nachteil: Das (Nach)Schärfen bedingt doppelten Aufwand.
Damit wäre der grundsätzliche Aufbau von Sägen erläutert. Was jedoch die Qualität anbelangt, so lassen diese Faktoren keinerlei Rückschlüsse zu. Diese wird durch die noch zu nennenden Faktoren deutlich stärker bestimmt.
Hierbei gelten zwei wichtige Grundregeln:
- Höchste Qualität ist vor allem bei angetriebenen Sägeblättern wichtig, da hier der Bediener kaum Kontrolle über das Bewegungstempo hat.
- Je präziser die Schnitte sein sollen und je häufiger eine Säge benutzt wird, desto wichtiger ist Qualität generell, selbst bei manuellen Sägen.
Die Metallurgie von Sägeblättern: Kernkriterium der Qualität
Im Grunde bestehen alle heute benutzten Sägen aus Metall. Es handelt sich dabei vor allem um Eisenmetalle, respektive Stählen unterschiedlicher Güteklassen. Vornehmlich kommen hier vier Arten zum Einsatz, die in Form von Buchstabenkürzeln auf dem Blatt selbst oder seiner Umverpackung angegeben werden:
- BiM: Ein Bimetall-Sägeblatt, bestehend aus einem Körper aus Federstahl mit einem per Schweißverfahren aufgebrachten Zahnstreifen aus HSS-Stahl. Kann je nach Zahnform sowohl für Holz- als auch für Metallwerkstoffe genutzt werden.
- CV/CrV: Chrom-Vanadium-Stahl. Ein typischer Werkzeugstahl mit einer relativ geringen Härte. Wird bei Sägen insbesondere für (weichere) Holz-basierende Werkstoffe sowie Kunststoffe genutzt.
- HM: Hartmetall mit einer recht hohen Rockwell-Härte und dadurch Die Säge bleibt dementsprechend lange scharf. Wird für zahlreiche Materialien angeboten.
- HS/HSS: Hochleistungs-Schnellarbeitsstahl. Behält durch eine spezielle Legierung seine Härte im Vergleich zu herkömmlichem Werkzeugstahl selbst bei Temperaturen bis etwa 600 °C. Daher sind höhere Schnittleistungen möglich. Bei Sägeblättern häufig für Metallbearbeitung genutzt.
Wichtig ist hier vor allem, dass der Stahl zum gewünschten Material und der Arbeitsleistung passt. Jedoch garantieren nur namhafte Hersteller eine konsistente Legierungsqualität und ebensolche Härtegrade über viele Baureihen hinweg.
Zudem bleibt es ein Problem, dass sich ohne entsprechende aufwendige Materialmessungen keine echten Rückschlüsse auf die Materialqualität ziehen lassen. Das liegt hauptsächlich daran, dass viele Sägehersteller keine universellen Legierungsangaben beilegen, sondern oft andere Bezeichnungen wählen.
Das ist ein weiterer Grund, nur auf bekannte Hersteller zu vertrauen. Denn nur hier ist gewährleistet, dass diese zumindest exakte und passende Legierungen verwenden, selbst wenn sie nicht allgemeingültig angegeben werden. Dies gilt insbesondere bei Kreissägeblättern wegen des hier auftretenden hohen Schnitttempos, der großen Verbreitung des Werkzeugs an sich sowie der besonderen Natur dieser Sägeform.

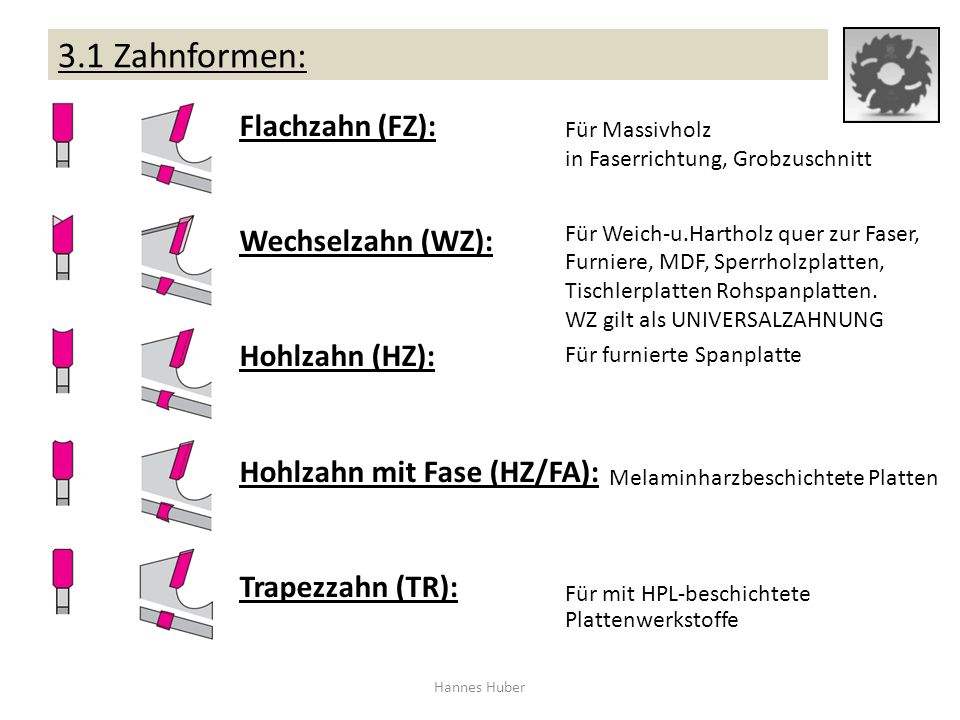
Zahnformen: Deutliche Unterschiede
Die Zähne sind letztendlich das, was es einer Säge überhaupt erst ermöglicht, die angedachte Arbeit zu verrichten. Was ungeachtet aller Differenzen jede Säge gleichmacht, ist die Tatsache, dass der Sägespalt breiter sein muss als das Sägeblatt selbst – die sogenannte Stammblattdicke. Diese Differenz wird fachmännisch Freischnitt genannt.
Der Grund für diese Notwendigkeit sind Kräfteersparnis und ein möglichst durchgängiges Arbeiten. Im Schnitt sollen möglichst nur die Schneidflächen der Zähne Kontakt mit dem Schnittgut haben. Jeder zusätzliche Kontakt vergrößert die Reibung. Das erhöht die zum Sägen notwendigen Kräfte, erwärmt Sägeblatt und -gut und kann mitunter sogar zum Klemmen führen. Dann bleibt das Sägeblatt „hängen“ und lässt sich nicht mehr bewegen. Zudem können die hohen Reibungstemperaturen zu Verbrennungen an Schnittgut wie Holz führen.
Hiergegen werden verschiedene Maßnahmen angewendet. Sie sorgen dafür, dass der unmittelbare Arbeitsbereich der Sägezähne breiter als der Sägeblattkörper wird. Beispielsweise:
- Schränkung: Die Sägezähne sind je nach Schnittgut in verschiedenen Profilen nach den Seiten ausgestellt. Beispielsweise abwechselnd ein Zahn nach links, einer nach rechts – diese „alternative Schränkung“ wäre die aggressivste.
- Wellung: Der Bereich der Sägezähne ist nicht linear, sondern leicht sinuswellenförmig nach den Seiten gestaltet. Vor allem in der Metallbearbeitung genutzt, gilt aber heute als veraltet.
- Verdickung: Die Zähne haben eine Schnittfläche, die durch ihre Gestaltung automatisch dafür sorgt, dass dieser Bereich breiter als die Stammblattdicke ist – obwohl es keine weiteren von der Linearen abweichenden Winkel gibt. Typisch wäre beispielsweise ein auf dem Sägeblattkörper befestigter HM-Zahn, der breiter als der Körper ist.
Neben dieser Tatsache kommen weitere Faktoren hinzu. Sämtliche in der obigen Grafik definierten Begriffe stehen in direktem Zusammenhang damit, für welches Schnittgut in welcher Dicke und bei welchem Arbeitstempo ein Sägeblatt geeignet ist.
Grundsätzlich gilt hier, dass das Sägeblatt hinsichtlich der Zahnteilung so mit dem Werkstück korrelieren sollte, dass sich im Sägeprozess mindestens zwei Zähne andauernd im Werkstück befinden sollten. Dies garantiert einen gleichmäßigen, vibrationsarmen schnitt. Dementsprechend gilt bei den meisten Werkstoffen, dass sich auf einer gegebenen Sägeblattlänge umso mehr Zähne befinden sollten, je dünner das Werkstück ist und je präziser der Schnitt sein soll.
Zusätzlich zu den genannten Unterschieden zwischen den Zähnen sind allein bei den Formen der Zahngeometrie allerdings noch weitere Faktoren von Bedeutung.
- Die Form des Zahnrückens. Hier existieren von einer simplen Geraden bis hin zu verschiedenen Kurvenabschnitten verschiedene Bauarten. Sie sind vor allem bei Kreissägeblättern extrem vielfältig.
- Die Form der Zähne in Schnittrichtung gesehen. Abermals kommen hier insbesondere bei Kreissägeblättern viele verschiedene Formen zum Einsatz.
- Die Zahnstellung hinsichtlich der Zahnbrustneigung. Hier gibt es drei Arten:
- positiv: die Zahnbrust neigt sich zum Schnittgut hin
- neutral: die Zahnbrust steht nahezu senkrecht zum Schnittgut
- negativ: die Zahnbrust neigt sich vom Schnittgut weg
All diese Faktoren stehen im direkten Zusammenhang mit
- der Art des zu sägenden Materials,
- dem etwaigen Verlauf von Materialfasern und der gewünschten Sägerichtung hierzu,
- der Dicke des Materials,
- eine etwaige Beschichtung der Oberfläche und
- der Art der Säge selbst.
Wichtig sind diese Parameter insbesondere für motorisierte Sägen. Da es für diese meist besonders viele verschiedene Arten von Sägeblättern gibt, ist es wichtig, dass jederzeit ein für die gewählte Aufgabe passendes Sägeblatt zur Verfügung steht.
Unpassende oder schlechte Sägeblätter können das Arbeitsergebnis negativ beeinträchtigen, teilweise aber sogar
zu einer großen Gefahr für Mensch und Material werden!
Planlauf und Ebenheit: Präzision ist entscheidend
Bei jeder Säge, bei der nicht sämtliche Bewegungen mit maschineller Präzision durchgeführt werden, besteht immer das Risiko, dass der menschliche Bediener das Werkzeug nicht so präzise führt, wie es notwendig ist. Es kommt also zu einem irgendwie gearteten Verkanten von Werkzeug und/oder Werkstück in verschiedenen Winkeln.
Abermals ist hier die Kreissäge von besonderem Interesse. Denn hier ist die Schneidfläche kreisförmig, was hinsichtlich der Herstellung völlig andere Ansprüche stellt als bei einem linearen Sägeblatt – für kontinuierliche wie für reziproke Bewegungen. Hier sind zwei Faktoren von zentraler Bedeutung, damit das Sägeblatt selbst so wenige Fehler wie möglich verursacht:
- Der Planlauf:
Er definiert bei einem Kreissägeblatt, wie sehr dessen allgemeine Form einem idealen Kreis gleicht und wie exakt mittig die zentrale Bohrung liegt. Sprich: wie rund es läuft und wie wenig es dementsprechend „eiert“. Bei einer vollständigen Umdrehung des Sägeblattes sollte die Abweichung zwischen höchstem und niedrigstem Stand der Zähne geringer sein als der Sägeblattdurchmesser (in Millimeter) geteilt durch 10.000. Bei einem typischen 300-Millimeter-Sägeblatt bedeutet dies, dass der Planlauf besser als 0,030 Millimeter sein sollte. - Die Ebenheit:
Ein ideales Sägeblatt hat im Profil die Form eines perfekten Recktecks mit absolut parallelen, planen Flanken – ähnelt also keinesfalls einem Parallelogramm. Je besser die Ebenheit, desto weniger „wandert“ ein Kreissägeblatt im Betrieb nach den Seiten und desto präziser, wiederholgenauer und materialsparender werden die damit ausgeführten Schnitte – ungeachtet der verschiedenen Punkte der Zahngeometrie, die dafür ebenfalls mitverantwortlich sind.
Mit industriellen Herstellungsmethoden ist es allerdings nicht unbedingt leicht, bei beiden Punkten sehr gute Werte zu erzielen. Ganz ähnlich, wie es beispielsweise bei Messwerkzeugen verschiedene Genauigkeitsklassen gibt, so können sich auch Sägeblätter drastisch voneinander unterscheiden.
Hier können erneut nur Qualitätshersteller dafür garantieren, dass jedes Sägeblatt so präzise verarbeitet ist, wie es hinsichtlich der Anforderungen zweckmäßig ist. Bei günstigen bis billigen Angeboten gibt es oftmals deutlich größere Fertigungstoleranzen – teilweise auf nicht hinreichend präzise Fertigungsmaschinen zurückzuführen.
Zwar mag es bei einem Sägeblatt für, beispielsweise, die Brennholzverarbeitung tatsächlich nicht von Bedeutung für das Ergebnis sein, wenn es einen schlechten Planlauf und eine ebensolche Ebenheit aufweist. Für den Zuschnitt einer Küchenarbeitsplatte ist es das aber sehr wohl.
Außerdem ist zu beachten, dass beide Faktoren direkt mit einem werkzeugschonenden Rundlauf zusammenhängen: Je schlechter Planlauf und Ebenheit, desto stärker die Unwucht im Betrieb und somit die Belastung der Säge, ihrer Achsen, Lager und so weiter, an der das Blatt montiert ist.
Die Schliffqualität: Je feiner, desto besser
Wie schnell und sauber eine Säge schneidet und wie lange sie solche Ergebnisse beibehält, hängt neben den bereits genannten Faktoren mit der Bearbeitungsqualität der Schneidfläche zusammen. Im Prinzip gilt, dass jeder einzelne Zahn in denselben Winkeln und mit derselben Güte scharf geschliffen sein muss – fachmännisch als Stufensprung bezeichnet. Das bedeutet im Einzelnen:
- Die Schleifmaschine selbst muss in der Lage sein, die notwendige Präzision zu gewährleisten – sowohl konstruktiv als auch hinsichtlich ihres Zustandes.
- Der Schleifstein beziehungsweise die Schleifscheibe müssen, zumindest bei der Bearbeitung eines Sägeblattes, denselben Zustand haben. Wird beispielsweise mittendrin der Schleifteller getauscht, ist das Blatt höchstwahrscheinlich deutlich weniger hochwertig, wenn nicht alle anderen Parameter sorgsam eingestellt werden.
- Die Schleifmittel müssen exakt auf die verwendete Legierung abgestimmt sein.
- Die Drehzahl und der Vorschub des Schleifmittels müssen auf Legierung und Schleifmittelzustand abgestimmt sein.
Nur auf diese Weise lässt sich eine im exakten Winkel liegende, hinreichend scharfe und schartenfreie Schneide erzeugen. Dies garantiert nicht nur an diesem Punkt eine maximale Präzision, sondern sorgt überdies dafür, dass jeder Sägezahn möglichst lange scharf bleibt. Das heißt, er schafft viele Arbeitsdurchgänge, bis sich die Schneide vorn allmählich abrundet.
Dieselbe Präzision ist bei einem notwendigen Nachschleifen einzuhalten. Hier sind die Besitzer von reziprok arbeitenden manuellen Sägen deutlich im Vorteil. Diese können wegen der geringeren notwendigen Präzision durchaus selbst mit Feilen nachschärfen. Ähnliches gilt zudem für Kettensägen. Bei den Zähnen anderer angetriebenen Sägen ist diese Arbeit jedoch deutlich schwieriger und sollte dem Fachmann überlassen werden.
Wichtig: Besonders bei reziprok arbeitenden manuellen Sägen ist unbedingt darauf zu achten, dass das Sägeblatt immer auf seiner gesamten Länge beansprucht wird – nicht nur in der Mitte, wie es bei laienhafter Bedienung oft der Fall ist. Nur so lässt sich eine gleichmäßige Abstumpfung erzielen, was das Nachschärfen erheblich erleichtert.
Hochwertige Sägeblätter erkennen
Was alles die Qualität eines Sägeblattes beeinflussen kann, wurde damit erläutert. Allerdings ist es trotzdem nötig, das einzelne Blatt dahingehend zu überprüfen.
Dabei gilt, dass sich außerhalb von Laboren nicht alles überprüfen lässt. Somit bleibt nichts anderes übrig, als auf die Kompetenz von Markenherstellern zu vertrauen. Davon abgesehen, sollte jedoch jeder die folgenden Maßnahmen vollziehen – besonders bei Blättern für motorisierte Sägen.
- Nicht nur das Sägeblatt stammt von einem Markenhersteller, sondern auch der Händler ist ein Fachmann. Dubiose (Internet-)Quellen bieten oftmals gefälschte Ware an, die in diesem Fall mitunter lebensgefährlich sein kann.
- Auf dem Sägeblatt oder seiner Verpackung stehen alle relevanten Informationen. Dies bezieht sich insbesondere auf die Abmessungen, Zahnanzahl, Materialgüte sowie das zulässige Arbeitstempo beziehungsweise die Umdrehungsgeschwindigkeit.
- Der Blick mit einer Lupe oder das herangezoomte Foto einer guten (Handy-)Kamera offenbaren eine glatte Schnittfläche der Zähne ohne sichtbare Schleifriefen oder Scharten in der Schnittkante.
Bei Kreissägeblättern können zudem noch weitere Prüfungen vorgenommen werden:
- Lupe oder Foto zeigen, dass vorhandene HM-Zähne vergleichsweise groß sind (ggf. mehrere Blätter vergleichen). Je größer der Zahn ist, desto besser ermöglicht er Nachschärfvorgänge und desto größer (und stabiler) ist die Lötfläche für die Verbindung zum restlichen Sägeblattkörper.
- Das Sägeblatt wird an der stromlosen Säge befestigt. Dann wird seitlich ein planes Stück Holz oder Kunststoff mit einer Schraubzwinge montiert, und zwar so, dass es leicht Kontakt mit den Seiten der Zähne hat. Anschließend wird das Blatt händisch durchgedreht. Der Kraftaufwand darf sich an keiner Stelle erhöhen oder reduzieren, sonst stimmt die Ebenheit nicht. Deutlich bessere Ergebnisse liefert natürlich eine Messuhr.
- In gleicher Weise wird das Holzstück nun vor dem Sägeblatt befestigt. Diesmal so, dass der erste Zahn keinen schneidenden Kontakt mit dem Holz hat, sondern nur scharf daran vorbeigleiten kann. Hierbei ist nun durch einen Blick auf den Spalt beim Drehen des Blattes zu prüfen, ob dieser sich vergrößert oder womöglich sogar ein Zahn ins Holz eindringt. In beiden Fällen besteht ein Problem mit dem Planlauf.
Erwähnt werden muss hier zudem ein weiteres Merkmal, selbst wenn es ohne Messgeräte nicht ersichtlich ist: Bei den typischerweise heute verwendeten HM-KSB-Blättern guter Qualität besteht der Sägezahn aus Hartmetall hoher Güte. Das heißt, er ist aus Fein- oder Feinstkorn-Pulver gesintert und wird mit einem hochwertigen Silber-Kupfer-Lot mit dem Sägeblattkörper verbunden.
Sollte etwas nicht in Ordnung sein, ist es falsch, sofort auf das Sägeblatt zu schließen. Dieselben Prüfungen sollten in dem Fall immer mit mindestens einem weiteren Blatt vollzogen werden, um Probleme an der Säge selbst auszuschließen.
Zusammenfassung und Fazit
Ein Sägeblatt mag auf den ersten Blick einem anderen sehr ähnlich sein – und vielleicht nur durch Anzahl, Größe und Abstand der Zähne Hinweise auf einen Unterschied geben. Bei genauerem Hinsehen zeigt sich jedoch, dass die Unterschiede deutlich größer, teils gravierend sein können: Ein gutes Sägeblatt hält vielleicht einige Jahre des härtesten Gebrauchs aus, wohingegen ein schlechtes mitunter schon beim ersten Einsatz den Dienst versagt. Daher ist es wichtig, die Qualitätsmerkmale zu kennen.
01.02.2022



















{kind=link}